Lisävarusteet pyöreille, siivekkeille ja saber-sahoille
Sahakiekko on olennainen osa sähköistä sahaa. Se asennetaan sekä käsin leikkaustyökaluihin että kiinteisiin laitteisiin. Levyjä on monenlaisia, jotka eroavat leikkaushampaiden muodon, teroituskulman, läpimitan ja materiaalin, josta ne on valmistettu, muoto. Oikeiden laitteiden valinnasta tietyn tyyppiselle materiaalille riippuu työkalun suorituskyvystä, leikkauksen laadusta ja käyttäjän turvallisuudesta.
pitoisuus
Kuinka valita levyjä pyöreille ja isosahoille
Sinun pitäisi tietää, että sahassa olevan levyn tyypin muuttaminen: voit käsitellä seuraavia materiaaleja:
- pehmeä ja kova puu;
- puupohjaiset materiaalit (MDF, MDF, laminoitu lastulevy, OSB, vaneri, lattialaminaatti jne.);
- luonnon- ja tekokivi;
- värimetallit;
- muovituotteet;
- metallituotteet (aallotetut, putket, metalliprofiilit, liitokset jne.).
Jokaisella leikkaustyökalulla on tiettyjä ominaisuuksia, joita tulisi harkita ennen käyttöä.
Ulkohalkaisija
Asennetun leikkuuvälineen halkaisija ei voi olla suurempi kuin suojakotelon sisähalkaisija. Erilaisissa malleissa koteloissa voi olla sekä pieniä että suuria kokoja. Suuri läpimittainen levy ei sovi kotelon alle, jonka sisähalkaisija on pienempi. Samalla voit asentaa pienen levyn suuren kotelon alle, mutta samalla merkittävästi laitteen käytön turvallisuutta.
Leikkauksen syvyys riippuu laitteen ulkoisesta halkaisijasta. Seuraava kuvio tulee kuitenkin ottaa huomioon: mitä enemmän työkalut upotetaan työkappaleeseen, sitä suurempi on koneen sähkömoottorin kuormitus.
Levyjen halkaisijat manuaaliseen pyörösahaan voi olla alueella 130-250 mm.
Reiän halkaisija
On erittäin tärkeää, että yksikön akselin halkaisija ja levyn istuin sopivat toisiinsa. Joitakin sahalaitteita on lisää reikiä jäykälle kiinnitykselle nastoilla. Laitteissa on pääsääntöisesti seuraavat kokoiset istuimet: 16, 20, 22, 30 ja 32 mm.
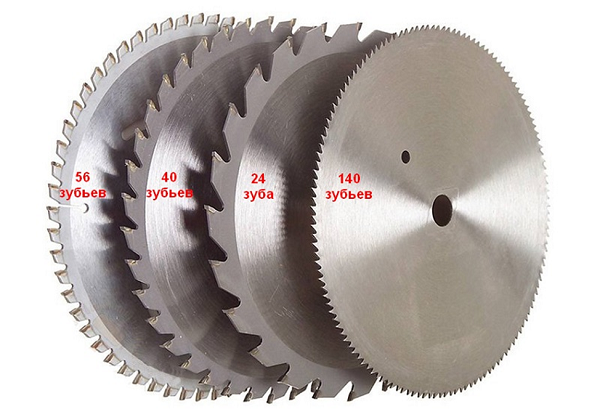
Hampaiden määrä
Tämä parametri vaikuttaa puhtaan materiaalin käsittely ja suorituskyky. Mitä vähemmän hampaita työkalulla on, sitä nopeammin saha on sahattu paremman sirunpoiston vuoksi. Leikkausten määrän vähentäminen johtaa leikkauksen laadun vähenemiseen. Hampaiden määrän kasvattaminen parantaa leikkauksen laatua. Mutta on syytä tietää, että mitä enemmän hampaita työkalulla on, sitä suurempi on laitteen sähkömoottorin kuormitus. Perinteisesti pyöreiden moottorisahojen laitteet on jaettu kolmeen ryhmään:
- 80: sta ja enemmän viilloista - suuri määrä;
- 40 - 80 viilto - keskimääräinen lukumäärä;
- 10 - 40 hampaat - pieni määrä.
Jokaiselle tiettyä tehtävää varten laite valitaan tarvittavalla määrällä leikkauselementtejä:
- enimmäismäärä hampaita, joita tarvitaan puun leikkaamiseen kuitujen yli;
- puukuitujen sahaamista varten on parempi käyttää työkalua, jossa on pieni määrä leikkauksia (enintään 60).
Hampaiden kaltevuus
Manuaalisen tai kiinteän ympyrän laitteilla on ero hampaiden kaltevuuskulmassa. Se on sekä negatiivinen että positiivinen levyn säteen suhteen.
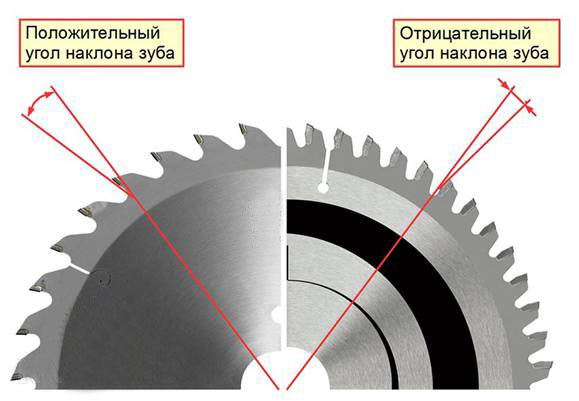
Leikkauskulmien kaltevuuskulmilla voi olla seuraavat arvot;
- kulmia 5 - 15 ° pidetään standardina;
- kulmia 15 - 20 ° kutsutaan aggressiivisiksi (positiiviset);
- kulmia 0 ° - -5 ° kutsutaan normaaliksi (negatiivinen).
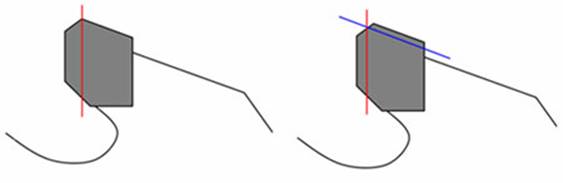
Lautasahalle On hyväksyttävää käyttää levyjä, joilla on nollan tai negatiivisen viillon kaltevuus. Tämä johtuu siitä, että työkalun työosa menee työkappaleeseen eri polulla kuin käsi- työkaluun tai työstökoneeseen asennettu pyöreä saha. levy kanssa nokka tai negatiivinen kallistuskulma kuin painaa työkappaletta ylhäältä ja naarmuttaa materiaalia. Tällöin työkappale pysyy paikallaan, rajoittuen rajoittimeen, joka ei salli levyn työntämistä pois.

Jos asennat samanlaisen levyn pyöreälle, pitkittäisleikkaus on melko vaikeaa. Saha alkaa työntää työkappaletta pois, leikkuuelementit tukkeutuvat sahanpurulla ja laitteen moottorin ylikuormitus tapahtuu.
On erityisen vaarallista asentaa työkalu, jolla on negatiiviset kallistuskulmat käsipyörösahoihin, koska käänteisen vaikutuksen vuoksi työkalua on vaikea pitää käsissäsi.
Pyöreille moottorisahoille on viisaampaa käyttää hampaita, joilla on positiivinen kallistuskulma. Tässä tapauksessa leikkurit, jotka ovat tietyssä kulmassa työkappaleen pintaan nähden, törmäävät siihen kuten taso, vetämällä työkappaletta niiden alle.
Leikkurin kokoonpano
Levyn käyttötarkoitus löytyy leikkauskokoonpanojen perusteella.
- Suorat teroitetut hampaat mahdollistavat puun leikkaamisen nopeasti, mutta samalla likaiset.
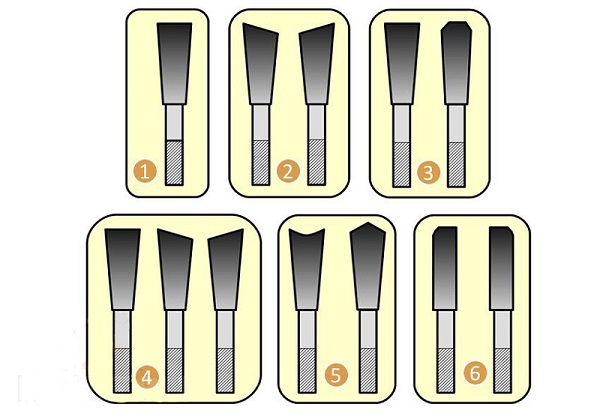
- Hampaat, joilla on vaihtoehtoinen viisto eri suuntiin, mahdollistavat puun leikkaamisen eri suuntiin, mutta eivät kestä iskuja.
- Trapezoidin ja litteiden hampaiden yhdistelmä mahdollistaa välttää haketusta materiaalin ylemmissä kerroksissa, esimerkiksi lastulevyn ja muovin leikkaamisessa.
- Hampaiden yhdistäminen kolmeen teroitustyyppiin lisää leikkausnopeutta ja antaa hyvän puhdista reunat kun sahataan sekä pehmeitä että kovia materiaaleja.
- Kolmikulmaisten hampaiden ja hampaiden vaihtaminen kovera leikkuureunalla mahdollistaa laminaatin leikkaamisen ilman alustavaa lovea.
- Hampaat, joissa on viistetyt reunat ja leveät selkät, kestävät sementtiä ja kynnet leikkuulinjalla.
leikkaus metallilevy Pyörösahalla se on hieman erilainen hampaiden kokoonpano.

Johtimien tämän geometrian ja niiden valmistusmateriaalin (keraaminen metallin juotto) ansiosta työkalun tuottavuus kasvaa, värähtely vähenee ja metallien leikkaus tapahtuu ilman kipinöitä.
Levyn paksuus
Riippuu laitteen paksuudesta leveys. Normaali sahanterän paksuus on 3,2 mm. On tärkeää ottaa se huomioon huonekalujen valmistuksessa, esimerkiksi silloin, kun on laadittu levynleikkauslehti. Lisäksi sen paksuus riippuu levyn paksuudesta. vahvuus. Ohut napsahtaa nopeasti ylikuumenemisen raskaan käytön aikana. Suurpaksuuslaitteet eroavat kestävyydestä, mutta käsittelevät suuren määrän materiaalia lastuiksi.
Levyn tyyppi
Sahalevyt tapahtuvat monoliittisen ja kovan lejeeringin avulla. Valmistuksessa kiinteät levyt Käytetään kiinteää metallilevyä, jonka materiaali on korkeahiilinen tai nopea teräs. Nämä levyt soveltuvat hyvin polymeerien ja puun sahaamiseen. Monoliittisten levyjen edut ovat seuraavat:
- edulliset;
- leikkureiden terävöittäminen (voit terävöittää itseäsi ilman kehittyneitä laitteita);
- moninkertaisen teroituksen mahdollisuus, mikä lisää työkalun käyttöikää.
Materiaalikankaat karbidilevyt toimii työkaluteräksenä. Mutta itse työkalut hampaat vahvistetaan juottamalla karbidimateriaalista. Tämä ratkaisu antaa leikkaustyökalulle useita etuja:
- puhdas leikkaus;
- ei tarvitse hampaan välimatkaa;
- kovien materiaalien leikkaaminen on mahdollista;
- jauhamisen jälkeen leikkauspöydillä on pidempi käyttöikä kuin nopeasta teräksestä;
- korkea leikkausnopeus;
- luotettavuus työssä;
- laaja valikoima, jonka avulla voit valita laitteita joustavasti eri työtyypeille.
Mutta karbidilevyillä on haittoja. On huomattava, että korkeat kustannukset ja se, että teroitus tehdään vain erikoiskoneilla.
Levyn rakenne
Kun valitset pyörösahojen laitteistoa, sinun on otettava huomioon tuotteen laatu, josta voit oppia tarkemmin tutkimalla levyä. Hyvät sahanterät puulevylle leikataan teräslevystä ja tasapainotetaan ja kiillotetaan huolellisesti. Merkkejä levyllä suoritetuista toiminnoista voidaan nähdä, jos katsot sen pintaa valossa. Hiomakoneessa on jäljellä näkyviä säteittäisiä merkkejä, jotka poikkeavat koko kankaasta alkaen asennusreiästä. Budjettisahoilla ei ole tällaisia merkkejä, mikä osoittaa tasapainottamisen puuttumisen.
Myös ansaitsee huomiota ja jauhamisen laatu. Levyn runko ei saa olla karkea, vaan siinä on oltava sileä pinta. Puun hartsit tarttuvat huonosti hiottuihin laitteisiin ja haittaavat sahatusta.
Metallin laajenemisen kompensoimiseksi kuumennettaessa sekä melun vähentämiseksi ja levyn värähtelyn sammuttamiseksi sen tasossa tehdään säteittäiset rakot.

Kalliimmilla laitteilla laserin ohuena spiraalipaikatja levyn pinnalle levitetään suojakerros.

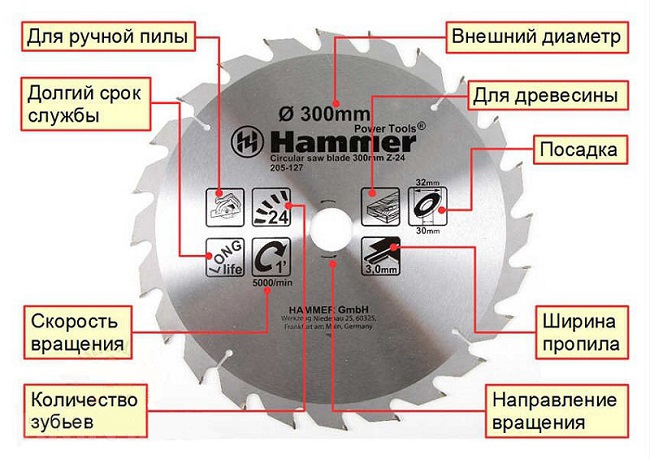
Pyörösahan laatulevy ei ole merkitty maalilla, kaikki levyn pinnat on merkitty laserkaiverrus. Etiketistä voit oppia paljon tietoa Joka on esitetty seuraavassa kuvassa.
Miten teroittaa levyä omin käsin
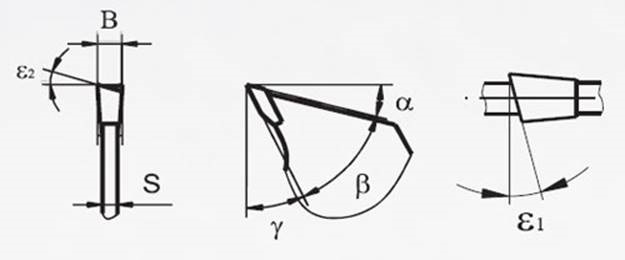
Pyörösahan terävöittämiseksi otetaan huomioon neljä peruskulmaa:
- a on takakulma;
- γ on kallistuskulma;
- p on kapenevuuskulma, joka on asetettu taka- ja etukulmilla (β = 90 ° -γ-α);
- Ɛ1 ja Ɛ2 ovat sekä etu- että takatason kallistuskulmat.
Työkalun teroituskulma valitaan käsiteltävän materiaalin tyypin ja leikkauksen suunnassa, mikä on erittäin tärkeää puun leikkaamisessa. Puun kuitujen leikkaamiseksi työkaluissa on oltava riittävän suuret kallistuskulmat (15 ° - 25 °). Kuitujen leikkaamiseksi tarvitaan kallistuskulma (y) 5 ° - 10 °. Yleissahoilla, joiden avulla voit leikata sekä puupohjaa että poikki, leikkurin kallistuskulman keskiarvo on 15 °.
Etukulman negatiivista arvoa käytetään muovi-, ei-rautametallien leikkaamiseen ja puun aihioihin kohdistuviin työkaluihin.
Lisäksi terävyyskulma vaikuttaa materiaalin kovuus. Hampaiden kartio (β) on vähennettävä ennen kovien materiaalien leikkaamista.
Teroitussäännöt
Useimmiten karbidin juottaminen kuluu sen yläreunaa pitkin. Ajan mittaan se maadoitetaan ja pyöristetään noin 0,1-0,3 mm. Myös viillon etureuna kuluu. Leikkuuelementtien voimakasta epätasaisuutta ei pitäisi sallia, koska reunojen kohdistamiseksi on työkalusta hioa enemmän materiaalia. Se, että työkalu on aika terävöittää, voidaan määrittää viillon sisärakenteiden ja leikkauksen laadun mukaan: on repeytyneitä reunoja, joissa on suuri määrä lastuja.
Kun hiominen on asianmukaisesti pidetty, leikkureita voidaan teroittaa noin 25-30 kertaa. Tämä takaa halutun terän terävyyden. Tällaisten tulosten saavuttamiseksi ja laitteiden käyttöiän pidentämiseksi on suositeltavaa teroittaa hampaita taka- ja etutasot. Voit tietysti jauhaa ja yhden sahan hampaiden tason, mutta samanaikaisesti tehtyjen kokeiden määrä pienenee 2 kertaa. Alla olevasta kuvasta käy ilmi, kuinka hampaiden jauhaminen yhteen ja molempiin tasoihin vaikuttaa teroitusmäärään.
Teroitettaessa leikkuutyökaluja on suositeltavaa tehdä viimeinen kuluminen hiomalla pitkin hampaiden takatasoa.Hampaan metallin hiontamäärän tulisi olla keskimäärin 0,05-0,15 mm.
Ennen teroitusmenettelyn aloittamista on tarpeen poistaa kaikki lika sahanterästä ja selvittää teroituskulmien arvot, jotka on yleensä merkitty työkaluun.
Levyn teroitus kotona
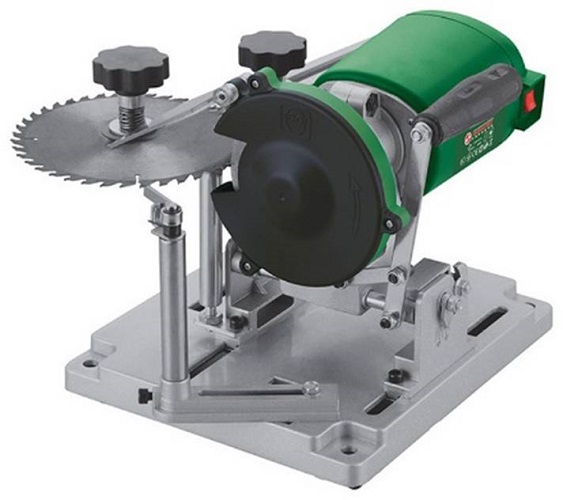
Sahojen ajaa teroitetaan yleensä erityisellä koneella. Samankaltaisen koneen ostaminen talolle ei ole järkevää, jos et aio avata pyöreiden sahojen työkalun hiontatoimintaa.
Mutta miten terävöittää pyöreä saha ilman ammattilaista? Jos haluat teroittaa sahanterää omin käsin, tarvitset:
- työpöydän koneen hionta (on mahdollista säätää bulgariaa näihin tarkoituksiin);
- hiomapyörä (parempi, jos se on timanttiantenni teroitusta varten);
- yksinkertainen kiinnike, joka voidaan valmistaa lastulevyjä.
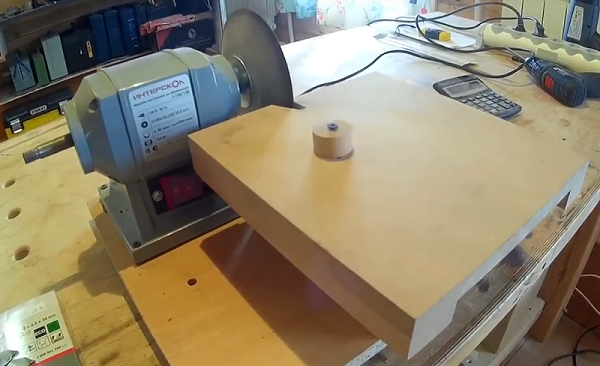
Viimeinen laite on pöytä, joka koostuu liikkuvasta ylemmästä vaunusta ja kiinteästä alustasta. Seuraava kuva näyttää alustan ilman vaunua.
Jotta vaunu voisi liikkua oikein, vaakasuorassa tasossa, sen reunoja pitkin, voit kiinnittää liuskat tai asentaa sen huonekalujen teleskooppikiskoihin. Lisäksi tietyssä kuljetuskohdassa (kokeellisesti) asennetaan aluslevy, jonka halkaisija vastaa työkalun kiinnitysreikää.

Sahanterä laitetaan tähän aluslevyyn ja kuljetaan yhdessä vaunun kanssa timanttiympyrään.

Jotta teroitusta voitaisiin tasoittaa, on mahdollista, että kaksi hampaita (hiomapyörän vasemmalla ja oikealla puolella) voidaan ruuvata itseporautuvalla ruuvilla, joka toimii sekä pysähtymisenä että pysähtymisenä.
Kun ensimmäinen leikkuri on muokattu (on suositeltavaa merkitä merkinnällä), vaunu liikkuu pois timanttipyörästä, levyä liikuttaa yksi hammas pitkin pysähdyksiä ja pyörösahan jauhaminen jatkuu.
Jos haluat hioa pois hampaat kulmassa, voit laittaa ohuen nauhan, joka on sopivan paksua pöydän alla, toiselle puolelle ja terävöittää sen yhden hampaan läpi. Lisäksi lankku on suljettu pöydän toisen puolen alle, ja toiminto toistetaan ei-varastoiduilla viilloilla.
Sabersahanterien tyypit
Saha-sahan leikkuutyökalu on terä, joka on erikoislujasta metalliseoksesta valmistettu levy, jonka toisella puolella on leikkaushampaat. Erilaisten kankaiden avulla voit tehdä leikkauksia ilman lastuamista ja purkaa mahdollisimman tarkasti.
Hampaiden muoto
Terän hampaiden muoto ja koko riippuvat leikkauksen puhtaudesta ja leikkuunopeudesta. Myös tietyntyyppisten materiaalien käsittelyssä kehitettiin erityinen leikkuuterä. Niinpä, sabersahanterät voivat olla seuraavia hammasmuotoja.
- M-muotoiset hampaat. Kankaalla on hiottuja leikkureita, jotka mahdollistavat materiaalin leikkaamisen sekä eteenpäin että taaksepäin. Takaa käytetään rauta- ja ei-rautametallien, ruostumattoman teräksen ja puun leikkaamiseen, varsinkin jos se sisältää metallihiukkasia sekä erilaisia muoveja.

- Terävät, hiotut, muuttuvat äänenvaimennushampaat. Terä on eronnut leikkurit ja sitä käytetään kaikenlaisen puun, myös metallipartikkeleiden, suoraan leikkaamiseen.

- Aaltopahvijyrsimet. Laitteita käytetään metallin leikkaamiseen jopa 2,5 mm: iin asti ja puulajeihin, joissa on metallisia sulkeumia.

- M-muotoinen, kalteva, vaihtelevalla pituudella. Tämä on monipuolinen ja suorituskykyinen laite, jossa on eronnut hampaat. Se on suunniteltu kaikenlaisen puun leikkaamiseen metallin kyllästyksillä ja metallin leikkaamiseen jopa 2,5 mm: iin asti.

- Pienet, jauhetut, eronnut leikkurit. Kankaita käytetään metallituotteiden suoraan leikkaamiseen, joiden paksuus on enintään 1,5 mm.

Lisäksi maalaukset eroavat toisistaan materiaalista, josta ne on valmistettu, mitä osoittavat merkinnät, joita on käytetty minkä tahansa tyyppisiin työkaluihin.
Merkintäkankaat
Saben sahanterät on valmistettu seuraavista materiaaleista.
- HCS. Tämä merkintä osoittaa, että työkalun perustana on korkea hiiliteräs.Sahat on suunniteltu puun ja siihen perustuvien tuotteiden sekä muovin ja kumin leikkaamiseen.

- HSS - se on työkalu nopeasta teräksestä. Sen avulla voit työskennellä ei-rautametallien sekä leikattujen levyjen ja profiilimetallien kanssa.

- BIM - Se on bimetalliseos, joka on yhdistelmä vahvaa ja joustavaa terästä HSS ja HCS. Näillä terillä on pitkä käyttöikä, ja niitä käytetään hiilihapotetun betonin leikkaamiseen sekä kynsien sahaukseen.

- HM / CT - Tämä on karbidityökalu. Sahoja käytetään huokoisten ja hankaavien materiaalien leikkaamiseen: betonista, lasikuidusta ja lasikuitusta, hiilihapotetusta betonista ja laatoista valmistetut rakenteet.

- CV - Tämä on kromi-vanadiiniseos. Tästä valmistetuista laitteista on tunnusomaista korkea kulutuskestävyys, jota käytetään minkä tahansa lajin muoveihin ja puuhun.

Valintaperusteet
Kun valitset kangasmallin saber-tyyppiselle yksikölle, sinun on ensin kiinnitettävä huomiota työkalun varsi. Kankaiden kiinnitykset voivat olla sekä yleisiä että sopivia useimmille yksikkömalleille, ja ne on tarkoitettu vain yhdelle merkkisahalle.
Myös erittäin tärkeää hampaiden koko. Suuret hampaat antavat suuren leikkuunopeuden, mutta eivät pysty tarjoamaan hyvää laatua. Siksi saat siistin leikkauksen käyttämällä pientä hampaita.
Saber-teräleikkurit voivat olla jauhetaan tai jauhetaan. Snap, jossa on kiillotetut leikkurit, joita käytetään pehmeiden materiaalien leikkaamiseen. Jos haluat selviytyä metallista tai kovapuusta, käytä sahat, joissa on jauhinleikkurit.
Erillisiä hampaita sisältävillä kankailla on korkea tuottavuus, kun taas aaltoilevilla leikkauksilla varustetut työkalut käsittelevät osan laadullisesti.
/rating_off.png)











