Inverterin hitsauskoneet
Yksi kestävimmistä ja hermeettisimmistä tavoista liittää metalliosat on sähkökaari. Tätä menetelmää on käytetty aktiivisesti jo yli sata vuotta. Se koostuu hitsattavien elementtien reunojen sulattamisesta ja niiden välisten tyhjennysten täyttämisestä hitsauselektrodin nestemäisellä metallilla sähkövirran vaikutuksesta. Tätä varten käytettiin aluksi suuria tehomuuntajia, jotka pienensivät verkkojännitettä vaadittuihin 50-60 volttiin. Nyt yleisesti käytetty invertterihitsauslaite, jossa on moderni laite ja laaja tekninen suorituskyky.
pitoisuus
Hitsausmuuntimen toimintaperiaate
Taajuusmuuttajan tyyppisen hitsauskoneen pääasiallinen ero on monimutkaisempi muunnosten ketju, jota standardi vaihtovirtavirta käy 50 Hz: n taajuudella ja 220 voltin jännitteellä ennen kuin se levitetään elektrodille. Ensinnäkin se suoristaa ja tasoittaa erityistä suodatinta kulkiessaan. Sitten transistoreiden nopea avaaminen ja sulkeminen kääntävät sen vaihtovirraksi, jossa värähtelytaajuus saavuttaa kymmeniä kHz. Vasta tämän vaiheen jälkeen virta muunnetaan tarvittavaksi 100-200A: ksi jännitteellä 50-60V hitsausta varten. Toimii poistumisessa korkean taajuuden tasasuuntaaja, saavutetaan tasavirran kulku, joka tarvitaan kaikkein laadukkaimpiin hitsaustyyppeihin.
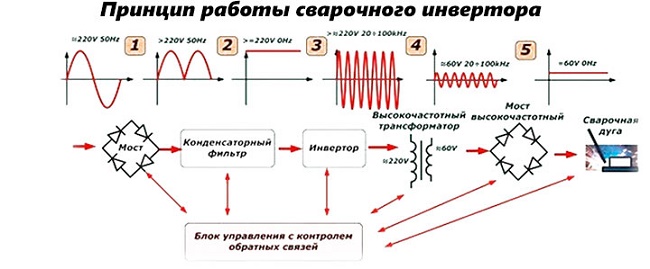
Hitsaus invertterin käyttöparametrien lähtösignaalien ohjaus ja säätö suoritetaan transistorin ohjausyksiköllä. Se muodostaa elektrodiin virtaavan virran optimaaliset ominaisuudet, jotka ovat välttämättömiä kaikentyyppisille hitsaustavoille.
Suurin ero hitsausmuuntajan ja invertterin välillä on matalataajuisten virtojen muuntaminen tehomuuntajan avulla, joka toteutetaan vain suurikokoisissa laitteissa, kun taas taajuusmuuttajan suurtaajuuslaitteille on ominaista kompakti ja alhainen materiaalinkulutus.

Invertterien edut
Hitsausmuuntimien vertailu vaihtoehtoisten mallien kanssa osoittaa tällaisten laitteiden pakottavia etuja.
- Pieni paino enintään 10 kg, ja useimpien mallien pienet mitat helpottavat niiden varastointia ja kuljetusta.
- Ei lämpöhäviötäkäämien lämmittämiseen käytettiin positiivista vaikutusta taajuusmuuttajan tehokkuuteen, joka, toisin sanoen tasa-arvoinen, kuluttaa noin 1,5 kertaa vähemmän energiaa kuin tyypillinen hitsausmuuntaja tai tasasuuntaaja.
- Universal-invertterillä on laaja valikoima lähteviä ominaisuuksiajonka avulla voit valita tiloja, myös ruostumattoman teräksen ja ei-rautametallien hitsaukseen.
- Myös kodin ja puutarhan mallit eivät vaadi pitkiä taukoja jäähdytyslaitteessa.
- Hitsaajan invertteri on varustettu yksinkertainen ohjausjärjestelmä kaikilla tarvittavilla parametreilla, jotka mahdollistavat jopa aloittelevan hitsaajan korkean hitsin laadun.
On inverttereita ja haittoja, jotka ovat suhteellisen korkeat hinnat ja tiukat vaatimukset varastointia ja käyttöä varten. Ne ovat herkkiä pölylle, liialliselle kosteudelle ja alhaisille lämpötiloille.
luokitus
tuotantoon Käytetään erilaisia vaihtosuuntaajia, jotka eroavat toiminnallisista ominaisuuksistaan:
- manuaaliseen sähkökaarihitsaukseen (MMA);
- argonhitsaukseen volframielektrodilla;
- puoliautomaattiseen hitsaukseen inerttien tai aktiivisten kaasujen ilmakehässä (MIG / MAG);
- puoliautomaattiset laitteet käytettäväksi MMA- ja MIG / MAG-tiloissa;
- yleismaailmallinen eri liikennemuodoissa;
- ilmaplasmaleikkausyksiköt.
Suorituskyvyn ja teknisten eritelmien mukaan kulutuselektrodien kanssa työskentelevät taajuusmuuttajat jaetaan tavallisesti kolmeen laajaan luokkaan.
- Kotitalouksien minimallitSuunniteltu kotiin ja puutarhaan, joilla on yksinkertaisin laitteisto, ovat edullisia ja toimivat hyvin määräajoin.

Inverterin hitsaus WESTER MINI200
- ammattilainenvoi kokata useita tunteja päivässä, mikä on parempi ostaa tuotantotarkoituksiin, koska ne maksavat 300-400 dollaria kukin eikä maksa itsestään kotona.

Hitsaus inverter Wester Wz7 400 ammattilainen
- Puolijohteiset laitteet, joilla on väliasema kahden ensimmäisen ryhmän välillä, jotka, jos niitä käytetään kohtuullisesti, soveltuvat sekä taloon että pieneen työpajaan.
Mitä etsiä, kun ostat invertterin
Hitsaus invertterin valinta perustuu hitsausolosuhteisiin ja tiloihin, joihin sen tulisi vastata. Ensin määritettiin tulojännite. Suurin osa laitteista on suunniteltu 220 V: n virtalähteelle, mutta 380 V: n verkkoon on kytketty myös malleja. Laitteen passissa se on sallittu alue: 220V + 15% - 30% tai 160-240V. Maaseutualueilla, joissa esiintyy usein jännitteitä, tämä voi olla tärkeää.
Hitsaustilan tärkein ominaisuus on hitsausvirta: se riippuu suoraan hitsattavien osien paksuudesta ja käytettyjen elektrodien halkaisijasta.. Kotitalousympäristössä täytyy harvoin valmistaa tuotteita, jotka ovat paksempia kuin 10 mm. Tässä tapauksessa on parempi valita taajuusmuuttaja, joka pystyy toimittamaan virran 160-180 A. Kun hitsaa hiiliteräksen levyjä, joiden paksuus on enintään 20 mm, on luotettava 200 A. Tehokkaampia yksiköitä tulee hankkia vain erikoistuneille työpajoille. Asetusmenetelmä on myös tärkeä Tasaisen ohjauksen mahdollisuus toisin kuin diskreetti on aina parempi, kun saavutetaan korkealaatuinen sauma.
Hitsauskaaren sytytys on helppoa jännite joutokäynnillä. Useimmissa malleissa se on välillä 40 - 90 volttia. Mitä suurempi tämä luku on, sitä helpompaa on kokata.
Intensiivisellä käytöllä on suuri vaikutus laitteen suorituskykyyn prosenttiosuus suurimmasta virrastamerkitään PV: llä. Hyvällä laitteella pitäisi olla tällainen indikaattori, joka on vähintään 70%. Tämä tarkoittaa sitä, että 10 minuutin tuotantosyklin aikana 7 niistä voidaan keittää täydessä kuormituksessa, ja 3 minuuttia tulisi käyttää elektrodin vaihtamiseen, sauman puhdistamiseen ja laitteen jäähdyttämiseen.
Hitsausmuuntimissa toteutetut lisätoiminnot
Invertterilaitteiden mikroprosessorien käytön tehokasta palautetta käyttämällä voit toteuttaa lisävaihtoehtoja, jotka helpottavat hitsausprosessia. Niihin pitäisi kuulua:
- kuuma käynnistys, joka aikaansaa lyhyen aikavälin jännitteen nousun hitsauksen alkuvaiheessa, mikä helpottaa kaaren polttamista;
- antizalipaniepienentäen huomattavasti kuormitusta, kun hitsatut reunat koskettavat vahingossa elektrodia, jolloin vältetään elektrodin hitsaus, joka on yleinen ongelma aloittelijoille;
- kaaren tehostaminenpoistamalla elektrodin tarttuminen suuresta sulan metallin pisarasta erottamalla se lyhyen aikavälin kasvun vuoksi.
Kaikilla näillä invertterihitsauskoneiden ominaisuuksilla on myönteinen vaikutus niiden kanssa työskentelyn mukavuuteen ja saumojen laatuun.
/rating_off.png)











