Hitsausmuuntimen muuttaminen puoliautomaattisessa laitteessa
Automaattinen puoliautomaattinen hitsaus on melko suosittu laite ammattitaitoisten ja kodin käsityöläisten keskuudessa, varsinkin kehon korjauksessa. Tämä laite voidaan ostaa jo valmiina versiona. Mutta monet inverterin hitsauskoneiden omistajat ihmettelevät: onko invertteri mahdollista muuntaa puoliautomaattiseksi laitteeksi, jotta ei osta toista hitsaajaa? Puoliautomaattisen laitteen tekeminen taajuusmuuttajalta omin käsin on melko vaikea tehtävä, mutta voimakkaalla halulla se on varsin mahdollista.
Sisältö
Tarvittavat materiaalit ja työkalut
Yksikön kokoamiseen tarvitaan seuraavat osat:
- invertteri hitsaus kone;
- poltin sekä erityinen joustava letku, jonka sisällä kaasuputki kulkee, lankaohjain, tehokaapeli ja sähköinen ohjauskaapeli;
- mekanismi yhtenäisen automaattisen langansyötön syöttämiseksi;
- ohjausmoduuli sekä moottorin kierrosluvun säädin (PWM-ohjain);
- suojakaasusylinteri (hiilidioksidi);
- magneettiventtiili kaasun katkaisemiseksi;
- kela elektrodilangalla.
Jos haluat koota kotitekoisen puoliautomaattisen hitsausmuuntimesta, jälkimmäisen on tuotettava vähintään 150 A hitsausvirta.
Mutta enemmän siitä myöhemmin. Ensin täytyy tehdä koneen mekaaninen osa, nimittäin langansyöttölaite.
Elektrodilangan syöttölaite
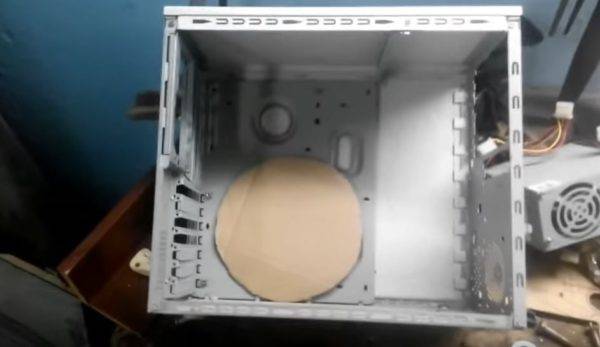
Koska syöttölaite sijoitetaan erilliseen laatikkoon, se sopii tähän tarkoitukseen. tietokonejärjestelmäkotelo. Lisäksi virtalähdettä ei tarvitse heittää pois. Se voidaan sovittaa vetomekanismin toimintaan.
Aluksi sinun täytyy mitata kelan halkaisija langalla tai piirtämällä se paperille, leikata ympyrä ja aseta se kehoon. Kelan ympärillä on oltava riittävästi tilaa muiden solmujen (virtalähde, letkut ja langanvetomekanismi) sijoittamiseksi.
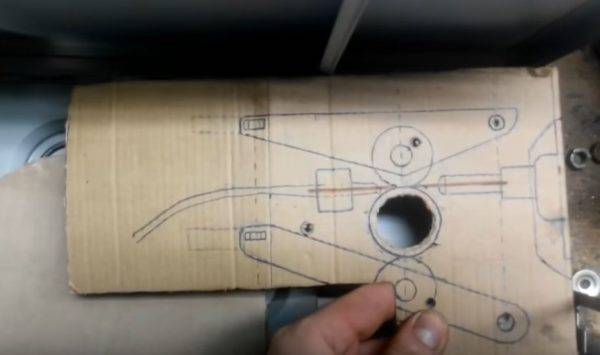
Langanvetolaite on valmistettu auton pyyhkimen mekanismista. On välttämätöntä suunnitella kehys, joka pitää kiinni myös puristusrullista. Asettelu on vedettävä paksuiselle paperille todellisessa asteikossa.
Syöttölaite on asennettava koteloon niin, että liitin sijaitsee sopivassa paikassa.

Jotta johdin syötettäisiin tasaisesti, kaikki komponentit on kiinnitettävä toisiaan vastapäätä. Rullat on keskitettävä suhteessa tuloaukon reikään, joka sijaitsee liittimessä letkun liittämiseksi.

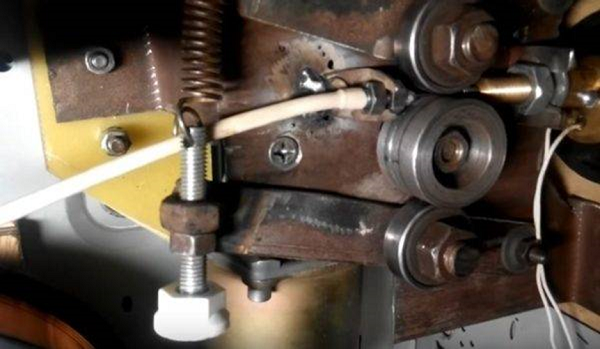
Rullanohjaimina voit käytä sopivia halkaisijaltaan laakereita. He käyttävät sorvia jauhamaan pienen uran, jonka läpi elektrodilanka liikkuu. Mekanismissa voidaan käyttää 6 mm paksua vaneria, tekstiiliä tai kestävää muovilevyä. Kaikki elementit on kiinnitetty alustaan seuraavan kuvan mukaisesti.

Ensisijaisen langanohjaimen ollessa käytössä aksiaalisesti porattu pultti. Tuloksena on lanka-ekstruuderin vertailu. Suuttimen sisääntulon kohdalla asetetaan kammio, jota vahvistetaan jousella (jäykkyyteen).

Myös tangot, joihin rullat on kiinnitetty, ovat jousikuormitteisia.Kiinnitysvoima muodostetaan alla olevan pultin avulla, johon jousi on kiinnitetty.

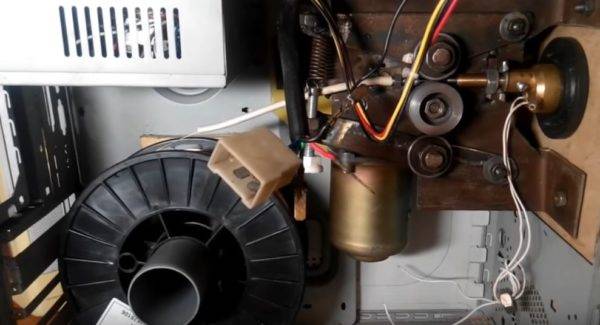
Kelan kiinnittämisen perusta voidaan valmistaa pienestä vanerista tai PCB: stä ja leikata sopivan halkaisijan omaavaa muoviputkea.

Lisäksi kaikki komponentit on sijoitettava huolellisesti koteloon.
Mekaaninen ohjausjärjestelmä
Jotta hitsauksen aikana saavutettaisiin hyvä hitsauslaatu, on tarpeen varmistaa, että langansyöttö on tietyllä ja vakionopeudella. Koska tuulilasinpyyhkimen moottori on vastuussa työkalun syöttönopeudesta, laite, joka kykenee muuttamaan sen ankkurin pyörimisnopeutta, on tarpeen. Tähän sopii valmis ratkaisu, joka voidaan myös ostaa Kiinassa, ja sitä kutsutaan PWM-ohjain.

Alla on kaavio, josta käy ilmi, miten kierrosluvun säädin on kytketty moottoriin. Ohjaimen ohjain, jossa on digitaalinen näyttö, näkyy kotelon etupaneelissa.
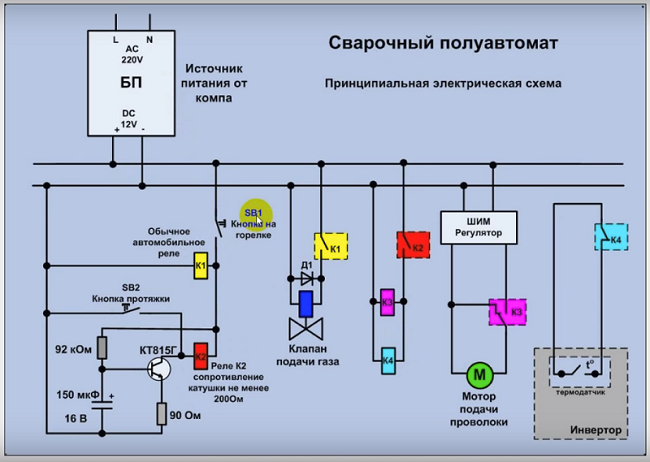
Seuraavaksi sinun on asennettava kaasuventtiilin rele. Se ohjaa myös moottorin käynnistystä. Kaikki nämä elementit on aktivoitava, kun painat polttimen kahvan päällä olevaa käynnistyspainiketta. Tällöin kaasun syöttö hitsauspisteeseen on oltava eteenpäin (noin 2-3 sekuntia) langansyötön alusta. Muuten valokaari syttyy ilmakehän ilman ympäristössä eikä suojakaasun ympäristössä, minkä seurauksena elektrodilanka sulaa.
Kotitekoisen puoliautomaattisen viivästysreleen voi koota 815. transistorin ja kondensaattorin perusteella. 2 sekunnin tauon saavuttamiseksi riittää 200-2500 uF: n kondensaattori.
Sähkömagneettinen sulkuventtiili sijoitetaan mihin tahansa paikkaan, jossa se ei häiritse mobiilisolmujen toimintaa, ja se on liitetty piiriin järjestelmän mukaisesti. Voit käyttää GAZ 24 -venttiiliä tai ostaa puoliautomaattisiin koneisiin tarkoitetun erikoisventtiilin. Venttiili on vastuussa suojakaasun automaattisesta syöttämisestä polttimeen. Se kytkeytyy päälle, kun painetaan käynnistyspainiketta, joka sijaitsee puoliautomaattisen polttimen päällä. Tämän elementin läsnäolo säästää merkittävästi kaasun kulutusta.


Lisäksi, kun kaikki kokoonpanot on asennettu koteloon, taajuusmuuttajan kiinnitys puoliautomaattiseen hitsaukseen on käyttövalmis.


Mutta kuten jo todettiin, taajuusmuuttajan virransyöttöominaisuudet (VAC) eivät sovi puoliautomaattisen laitteen täydelliseen toimintaan. Siksi, jotta puoliautomaattinen laite toimisi yhdessä taajuusmuuttajan kanssa, sen sähköpiirissä tarvitaan pieniä muutoksia.
Muuntimen WA muuttaminen
Jos haluat muuttaa taajuusmuuttajan IVC: tä, on monia järjestelmiä, mutta helpoin tapa tehdä se on seuraava:
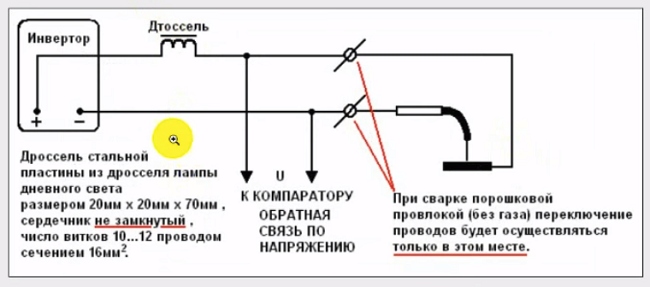
- koota laite käyttämällä loistelampun kuristin alla olevan järjestelmän mukaisesti;
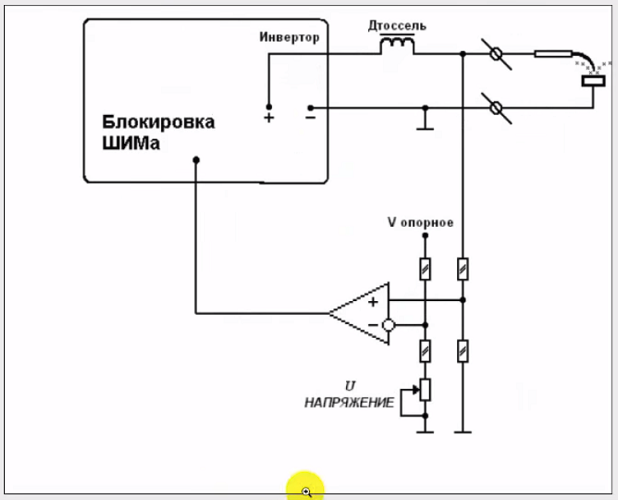
- kytketyn laitteen kytkemiseksi sinun on koottava toinen yksikkö seuraavasti;
- niin, että ylikuumenemissensori ei toimi taajuusmuuttajassa, on välttämätöntä juottaa (rinnakkain) optokytkin siihen, kuten seuraavassa kaaviossa on esitetty.
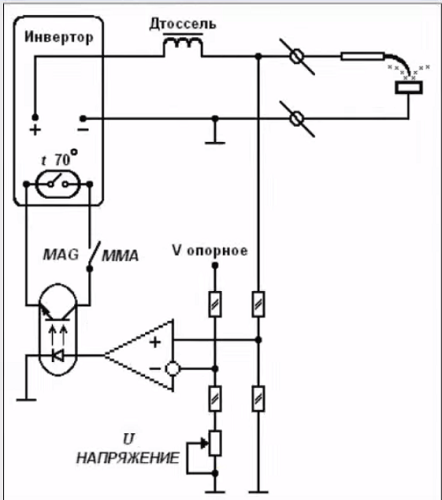
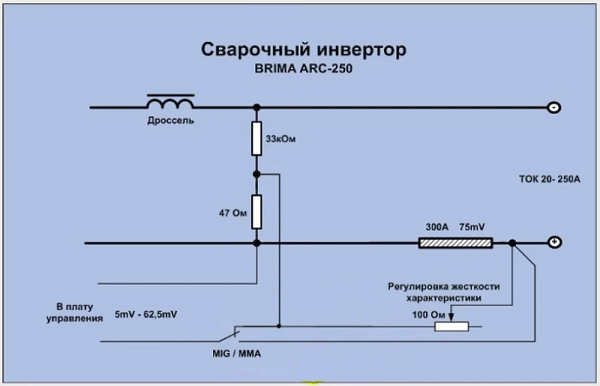
Mutta jos taajuusmuuttajan hitsausvirta ohjataan shuntilla, sitten voit koota yksinkertaisen piirin kolmesta vastuksesta ja tilakytkimestä, kuten alla on esitetty.
Tämän seurauksena hitsausmuuntimen muuntaminen puoliautomaattiseksi laitteeksi maksaa 3 kertaa halvempaa kuin jo valmiiksi valmistettu yksikkö. Mutta itsestään asennettavien laitteiden osalta sinun on tietysti oltava jonkin verran tietoa radiotekniikasta.
/rating_off.png)











